



En Uygun Vidalı Mili Seçmek için 10 Temel Adım...

Vidalı mil tertibatları döner hareketin doğrusal harekete, doğrusal hareketin döner harekete dönüştürülmesini sağlayan makine elemanlarıdır. Küçük laboratuvar sıvı pompalarından, büyük tavan portal vinç sistemlerine kadar çok çeşitli otomasyon uygulamalarındaki bileşen ve ürünlerin yönlendirilmesi, desteklenmesi, yerleştirilmesi ve doğru şekilde taşınması için yaygın şekilde kullanılırlar. Bir uygulama için doğru vidalı milin kullanılması toplam maliyetleri en aza indirirken makine hassasiyetini, tekrarlanabilirliği ve ömrünü artırır. Bu doküman vidalı miller hakkında ve hareket sistemi tasarımcılarının optimum uygulama performansı sağlamak için dikkate almaları gereken faktörler ile ilgili genel bir bakış sağlamaktadır.
Vidalı mil tertibatı bir bilyalı vida ve bilyalı somundan oluşur. (Şekil 1) Vida ve somun arasındaki arayüz, bilyalı vida ve bilyalı somun içinde uyumlu şekilde dönen bilyalı rulmanlardan oluşur. Bilyalı vida üzerindeki yük çok sayıda bilyanın üzerine dağıtıldığı için her bir bilya aslında daha düşük bir yüke maruz kalır. Dönen tasarımı nedeniyle bilyalı vida tertibatları yüksek mekanik verime eşit olan çok düşük bir sürtünme katsayısına sahiptir. Bilyalı vidalar ile farklı uygulamalar için kullanılan aktarma vidalar arasındaki temel fark, bilyalı vidalarda sürtünmeyi en aza indirmek ve en yüksek verimi elde etmek için bilyalı rulman sistemi kullanılmasıdır.
Şekil 1. Vidalı millerde %95 oranındaki mekanik sürtünmeyi, azaltmak için döner bilyalar kullanılır.
Bu nedenle vidalı mil tertibatları trapez vida tertibatlarından daha maliyetlidir ancak daha fazla yük taşıyabildikleri, daha hızlı oldukları ve beklenen hizmet süresine ulaştıkları için birçok uygulamada tercih edilirler. Ayrıca vidalı mil tertibatı genelde %95’e kadar mekanik verimlilik sağladığı için bu yüksek maliyet düşük güç gereksinimi ile dengelenmektedir. Son kullanıcılar açısından vidalı millerin trapez vidalara kıyasla avantajları arasında yüksek yük kapasiteleri, uzun ömürlü ve güvenilir olmaları sayılabilir.
Belirli bir yük kapasitesi ve hassasiyeti için doğru vidalı mil tertibatını seçmek interaktif bir süreçtir. Bu süreç taşınacak yükün, gereken hızın, pozisyon hassasiyetinin ve istenen tekrarlanabilirliğin belirlenmesi ile başlar. Uygulamanızı çalıştırmak için vidalı mil tertibatının çapı, iletim ve yük kapasitesini hesaplayabilir ve sonrasında yaşam döngüsü, montaj yapılandırması ve çevresel koşullar açısından dayanıklılığı dikkate alarak seçiminizi iyileştirebilirsiniz.
Aşağıda, en uygun vidalı mili seçebilmek için takip etmeniz gereken 10 adımı bulabilirsiniz;
1. Yük, hız, çalışma süresi gereksinimlerini belirleyin;
Yük ve hız özelliklerini mevcut bileşen seçeneklerini göz önünde bulundurarak değiştirseniz de bunlar her zaman için uygulamaya bağlıdır. Genellikle %95’e varan verimliliğe sahip, Ø 160 mm çaplı vidalı mil tertibatı kullanan 1500 kN üzeri dinamik kapasiteye sahip yüksek itmeli yükler için uygun bilyalı vidalar bulunmaktadır. Çapa bağlı olarak 4500 RPM’ye kadar hızlara ulaşabilirler.
2. Ortalama uygulama hizmet süresini belirleyin;
Uygulama hizmet süresi bilyalı vidanın işletim profiline, bilyalı vidanın günde kaç saat, haftada kaç gün ve yılda kaç hafta çalıştırılacağına ve çalışma süresi gereksinimlerine göre tanımlanmalıdır. Daha karmaşık uygulamalar için tam bir hareket oluşturma seçeneğiniz de vardır. Hareket profilinin her bir segmentinin başlangıcındaki hızın, sonundaki hızın, süresinin ve segment esnasındaki yükün girilmesi gerekir.
3. Doğruluk gereksinimlerini belirleyin;
Hatve doğruluğu bilyalı vida mili doğruluğunun temel ölçütüdür. Hatve, döner olmayan bilyalı somunun, vidanın 360 derecelik tek bir dönüşü ile ne kadar hareket edeceğini ifade eder. Hatve doğruluğu, inç ölçeğinde veya bir metrik bir üründe 300 mm başına üretilmiş bir bilyalı vida için adım başına izin verilen hareket değişimi (gerçek konum ile teorik konumun kıyaslanması) olarak ölçülür. Vidalı miller iki tolerans seviyesindedir: taşıma (T-Sınıfı) ve konumlandırma (P-Sınıfı) T-Sınıfı genelde ±52μm/300 mm veya daha yüksek hassasiyete sahip, daha düşük olan seviyedir ve tasarımcılar bunu temelde bir yükün bir noktadan başka bir noktaya basit aktarımı için kullanırlar. Uygulamalar bir yükün, harici konumlandırma düzenekleri (lineer kodlayıcılar, cam ölçekleri vb.)
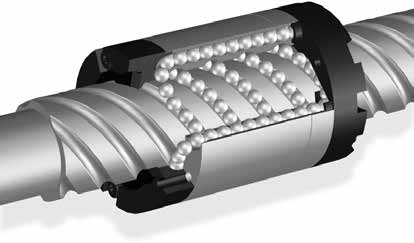
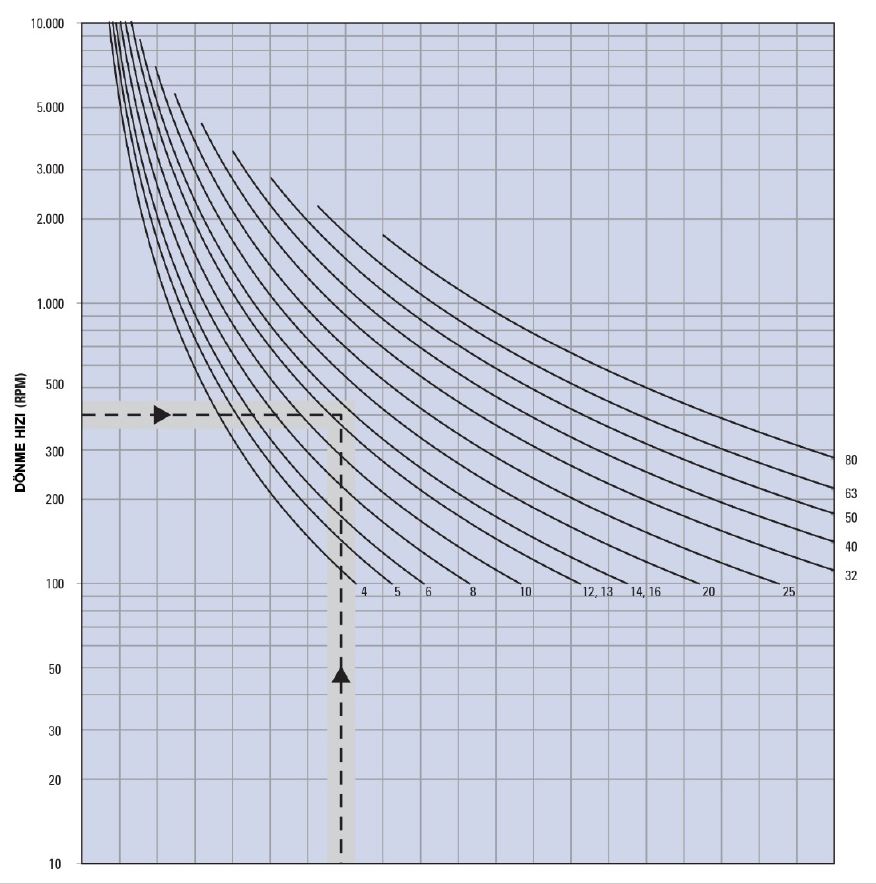
Şekil 2. Tertibat için beklenen hizmet süresi
Şekil-2’de her bilyalı somun için belirtilmiş olan dinamik yükleme oranı üzerinden hizmet ömrünü hesaplayabilirsiniz. Kestirilmiş noktanın üzerinde kalan veya üzerinden geçen eğrilere sahip tüm bilyalı somunlar için bu örnek uygundur. Bu grafikte gösterilen uygun hizmet süreleri bireysel bilyalı somun tertibatı derecelendirme tablosunda verilen maksimum statik yük kapasitesini aşmamalıdır. Şekil 2, çap ve yük açısından beklenen hizmet süresini göstermektedir.
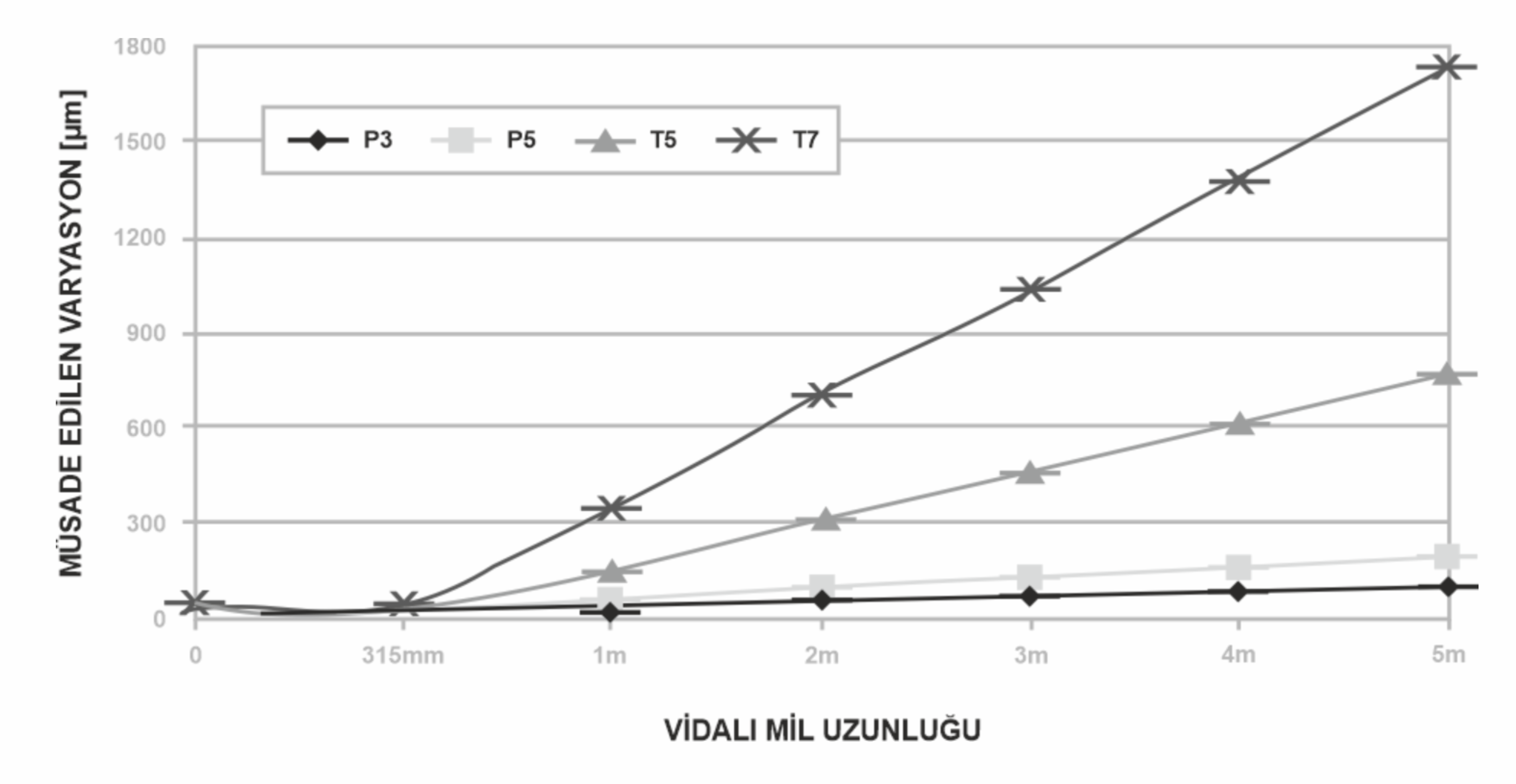
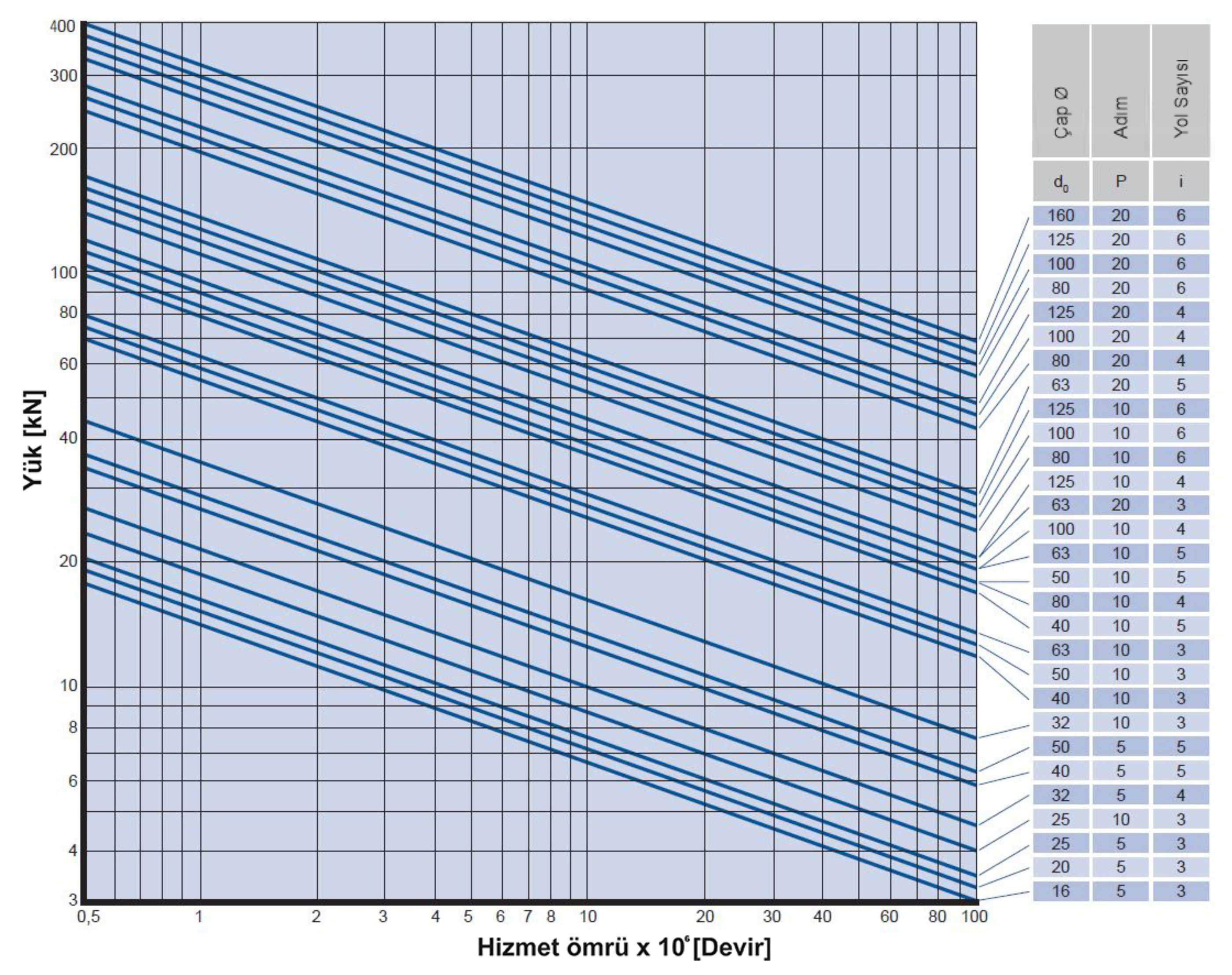
Şekil 3. Kullanılabilir uzunluk üzerinde izin verilen hareket değişimi
Doğruluk tanımı aynı zamanda genel pozisyonel hataların birikimini de kapsar. Bir taşıma sınıfı hatası kümülatif ve doğrusal iken hassas sınıf hatası kontrollü ve sınırlıdır. T sınıfı vidalı miller hassas sınıf millerden daha uygun fiyatlıdır. Şekil 3 vidalı millerin kullanılabilir uzunluğu üzerinden t sınıf ve hassas sınıf değişimlerini karşılaştırmaktadır.
Somunun ön yüklenmesi, boşluğu, kontrol altında tutabilir. Aralık kaydırma metodu kullanılarak hassas bir ön yükleme sağlamak için aralık/hatve somun içinde kaydırılır. Bu tip bir ön yükleme, hem tekrarlanabilirlik hem de yüksek sertlik gerektiği zamanlarda kullanılır.
4. Tekrarlanabilirlik gereksinimlerini belirleyin;
Doğruluk bir sistemin komut konumuna ne kadar çok yaklaştığının ölçüsü iken tekrarlanabilirlik ise sistemin çalışma esnasında istenen konuma geri dönme yeteneğinin ölçümüdür. Tekrarlanabilirlik eksenel ya da radyal olarak ölçülebilen ve “boşluk” olarak bilinen somun ile vida arasındaki serbest hareket ile etkilenir. Ön yük kullanılmadığında vida ve somun arasında boyuta bağlı olarak 0,06 ila 0,2 mm eksenel boşluk yer alır. Ön yükleme genellikle taşıma veya dikey uygulamalar için kullanılmaz. Önceden yüklenmemiş bir bilyalı somunun bileşenleri arasında iç aralıkları bulunur yani bir boşluk vardır. Önceden yüklenmiş bir bilyalı somunun ise eksenel bir aralığı yoktur. Bu ise boşluk olmaması ve bu takiben sertliğin ortadan kalkması anlamına gelir. Vidalı mil boşluğu büyük ölçüde bilya çapının ve somun ve vida üretim sürecinin bir fonksiyonudur. Eksenel boşluğu ölçmek için vidayı hareketten sabitledikten sonra bir kadran göstergesi yardımıyla hareketini ölçerken bilyalı somunu eksenel olarak itip, sonra çekin. Bunun yerine sistemdeki bilyalı vidanın üzerine bir kadran göstergesi yerleştirdikten sonra 25mm ileri sürün ve sonra eski pozisyonuna getirin. Sıfırdan sapma boşluktur. Tekraranabilirlik bu sapmanın nicel değeridir ve vidalı miller düşük boşluklarının yanı sıra buna bağlı mükemmel tekrarlanabilirlikleri ile de bilinirler.
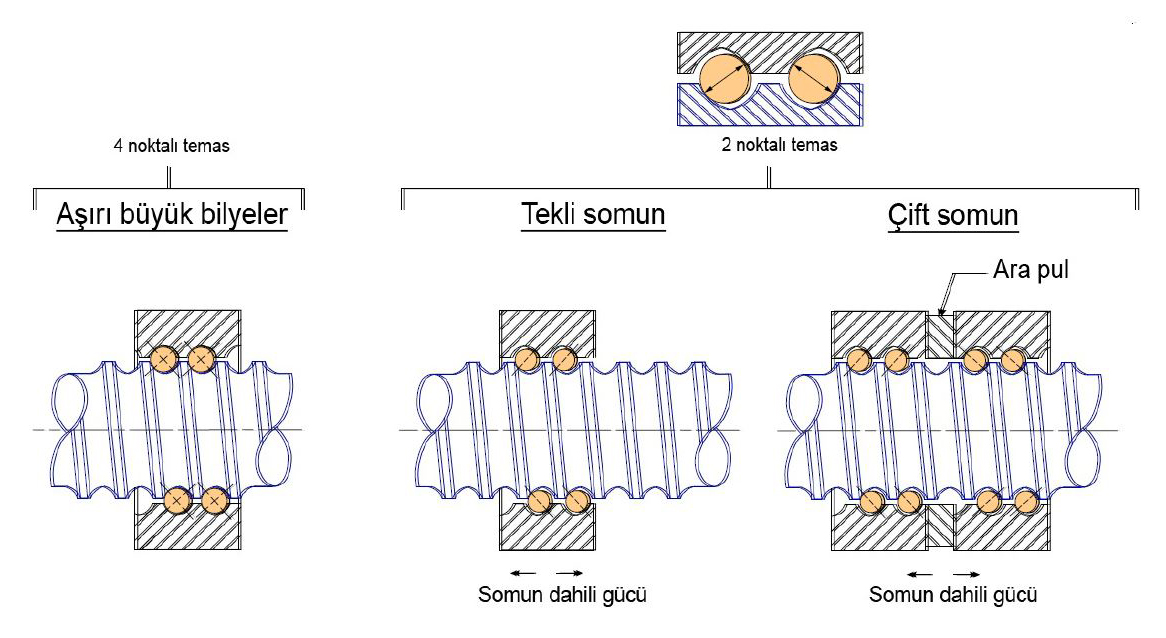
Şekil 4. 2 nokta ve 4 nokta temaslı üç temel ön yükleme çeşidi.
Çift somun ayarlı ön yüklemede ise iki bilyalı somunu birbirine karşı eksenel olarak yüklemek için bir sıkıştırma yayının kullanılması gerekmektedir. Bu genelde tekrarlanabilirliğin kritik olduğu konumlandırma uygulamalarında kullanılır. Ön yükleme, somunu vidanın üzerinde çevirmek için gerekli olan torku artırır ve ön yüklemenin dinamik kapasiteye yüzdesi ile ölçülür. 680 N dinamik kapasitesi ve %10’luk bir ön yükleme oranı olan bir bilyalı somun 68N dahili ön yüke sahiptir. Vidalı milin ön yüklenmesi boşluğu ortadan kaldırarak tekrarlanabilirliği iyileştirse de doğruluğu etkilemeyecektir. Tüm hassas vida ürünlerinde ön yükleme mevcuttur. Karmaşık olmaları, ek işleme, kurulum ve doğrulama/ölçüm nedeniyle ön yüklemeli olmayan tertibatlardan daha maliyetlidirler. Vidalı mil tertibatları çift veya tek somunlu ayarlarla önceden yüklenebilirler. Şekil-4’te görüldüğü gibi üç temel ön yükleme türü vardır – tek somunlu büyük boy bilya (4 noktalı temas), tek somunlu aralık kaydırma (2-noktalı temas) ve çift somun (2-noktalı temas). 4 noktalı ön yükleme en küçük paket boyutunu korurken tam yük kapasitesinde çalışır.
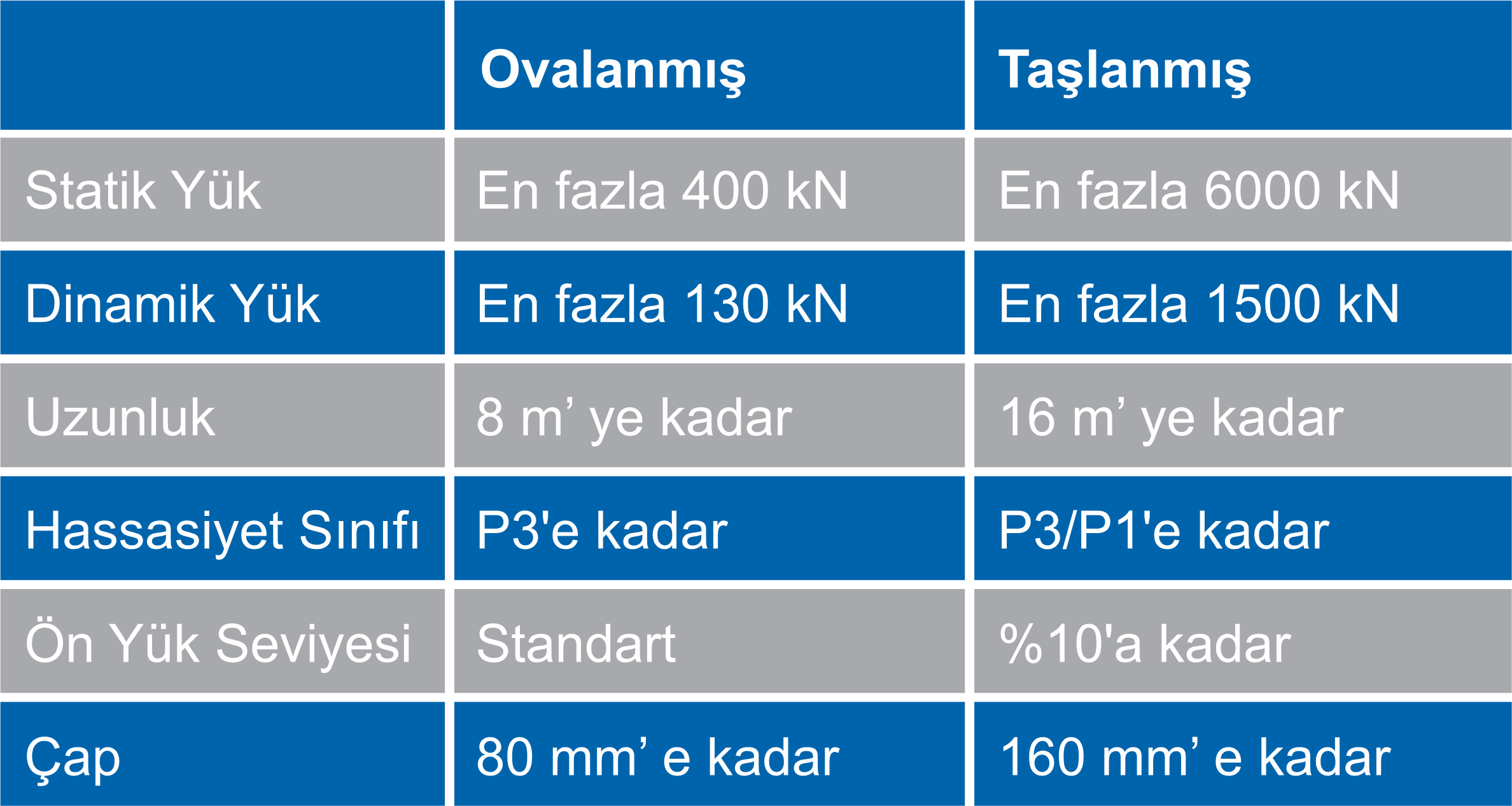
Tablo 1. Vidalı mil üretim tipine göre yük taşıma kapasiteleri
Aralık kaydırmalı bilyalı somunlar, bilya yataklarının sadece yarısı her bir yönde yüklendiği için benzer boyuttaki tekli somunların yarı kapasitesine sahiptir. Çift somunlu ön yükleme tertibatları, her yönde sadece tek bir bilyalı somun yüklendiği için dahili ön yüklü tek somun tertibatlar ile aynı yük kapasitesine sahiptir. Tablo-1’de gösterildiği gibi haddeleme ile standart ön yüklemeli olarak üretilen vidalı miller 400kN’ye kadar statik yükler, 130 kN’ye kadar dinamik yükler, 8 m uzunluklar ve 80 mm’ye kadar varan çaplar ile P3’e kadar hassas sınıflar için belirlenebilir. Daha geniş çaplar ve aynı zamanda daha yüksek hassasiyetli uygulamalar genelde hızla dönen veya taşlanmış şaftlar gerektirmektedir.
5. Montaj sorunlarını değerlendirin;
Mevcut vidalı mil seçenekleri açısından montaj esneklik seviyesinin ciddi bir etkisi olabilir. Uç desteğinin ve hareket mesafesinin ayarlanması vidalı milin yük ve hız sınırlamalarını belirleyecektir. Vidalı miller destekli ya da sabit ayarlarda monte edilir. Destekli bir uç vidalı mili tek bir odak noktasında tutar ve bükülme momentlerine direnmez. Destekli bir ucun hizalanması ve kurulması sabit bir uca göre çok daha kolaydır ve bu nedenle kurulum maliyetleri daha düşüktür. Sabit bir uç ise bükülme momenti yüklerine direnç gösterir çünkü aralarında yeteri kadar mesafe olan iki yatak mesnedine dayandığı için vidalı mil döner yatakların düzlemlerine dik konumda kalır. Sabit uç daha büyük kolon gücü ve daha yüksek kritik hız sağlamaktadır. Şekil 5’te dört sabitleme seçeneği yer almaktadır. Tertibat her iki uçta sabitlenebilir, tek bir uçta sabitlenip diğerinde desteklenebilir, her iki uçta desteklenebilir veya bir uçta sabitlenip ötekinde serbest olabilir. Tertibat, optimal performans ve hizmet süresi için sürüş sistemi, yatak mesnetleri ve yük ile de uygun şekilde hizalanmalıdır.
Diğer bir önemli faktör geometrik yönelimdir. Yatay yönlendirme ile yük, sürtünme kuvveti ile toplam yük ağırlığının çarpımına eşittir. Dikey yönlendirmede ise yük ağırlığa eşittir. Konumsal gereksinimler vidalı milin hangi sınıfının uygulama için daha uygun olduğunu belirler.
İhtiyacınız olan yükü tam karşılayan veya aşan vidalı mil çapını seçmek için somunun izin verilen kompresyon yükünü hesaplayabilir veya üretici tarafından sağlanan kompresyon yükleme tablosuna bakabilirsiniz. Vidalı miller yalnızca eksenel yüklerde en iyi şekilde çalışır.
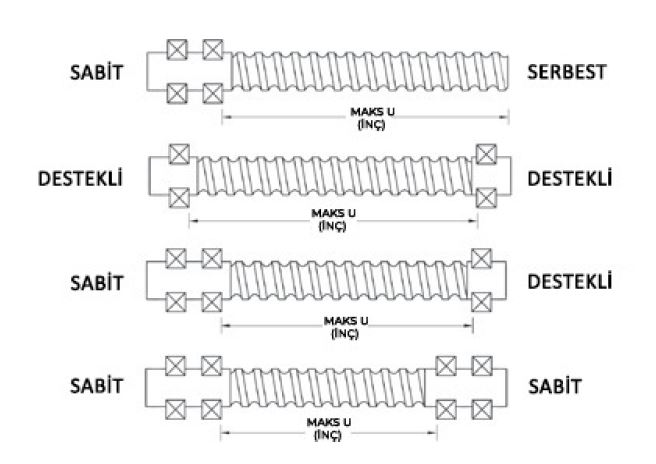
Şekil 5. Uç sabitleme (ankraj) faktörleri
6. Gerginlik veya basınç modunda vidalı mil kullanmak zorunda olup olmadığınıza karar verin;
Çekme yükler vidayı eksenel olarak esnetir ve bu da vidanın uzamasına ve çatlamasına neden olabilir. Basınç yükleri vidaya eksenel baskı uygular ve bu da vidanın bükülmesine neden olabilir. Çekme modundaki bir vidalı mil, somunun nominal kapasitesine kadar olan yükleri kaldırabilir. Bu nedenle vidalı mili çekme modunda kullanırken somunun nominal kapasitesini ölçün.
Basınç altındaki bir bilyalı somun için Şekil 6’daki basınç yükleme çizelgesini kullanarak yükü karşılayan veya aşan bir vidalı mil çapı seçin. Kestirilmiş noktanın içinden veya üstünden veya sağından geçen eğrilere sahip tüm vidalar için bu örnek uygundur. Bu grafikte gösterilen uygun basınç yükleri, bireysel bilyalı somun tertibatı değerleme tablosunda verilen maksimum statik yük kapasitesini aşmamalıdır.
Vidanın motor torku tarafından bilyalı somun üzerinde oluşturulan yüke eşit ve zıt bir eksenel yük taşıması gerekmektedir. Vidalı millerin basınç yükü altında bükülmeyi önleme kabiliyetine kolon gücü adı verilir. Uzunluğun çapa oranı olarak tanımlanan kolon gücü basınç yükünü kolon gücüne bağlı kılar.
7. Titreşim ve armonik zorlukları değerlendirin;
Bir vidalı milin sınırlayıcı hızı genellikle doğal frekansına bağlı titreşme eğilimidir. En yüksek hız ise vidalı mildeki armonik titreşimleri oluşturan dönme hızıdır. En yüksek vida hızı, vidanın kök çapına, desteklenmeyen uzunluğuna ve uç destek ayarlamasına bağlıdır.
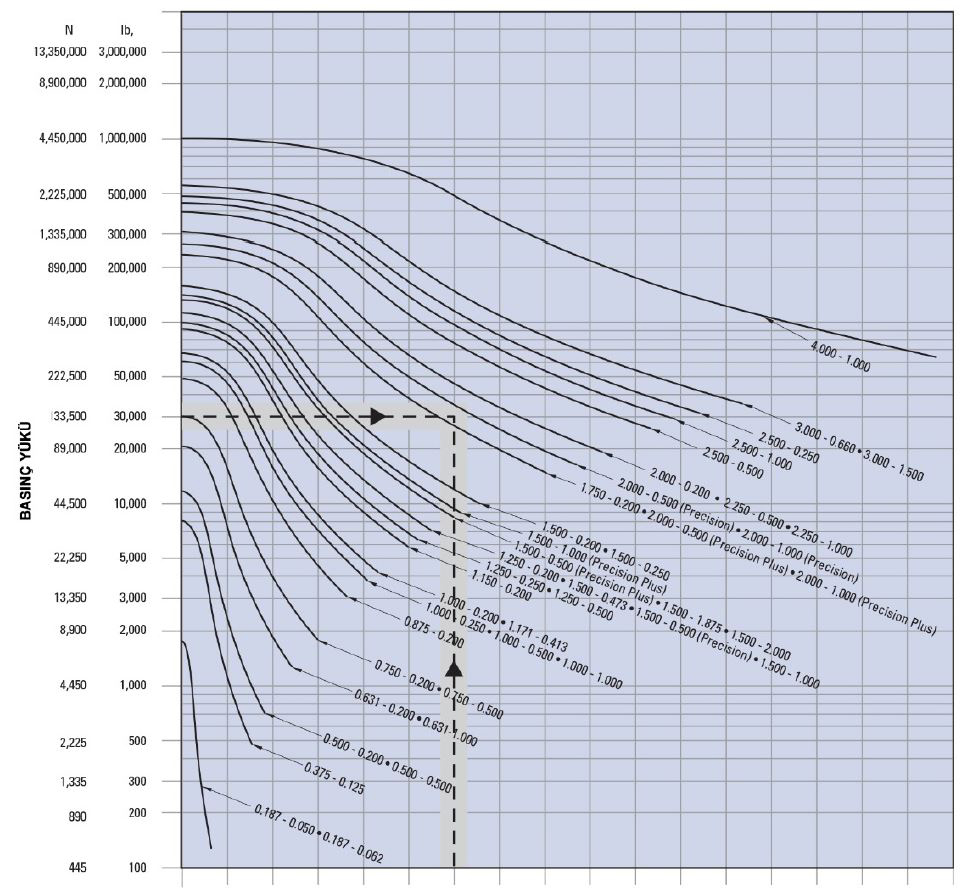
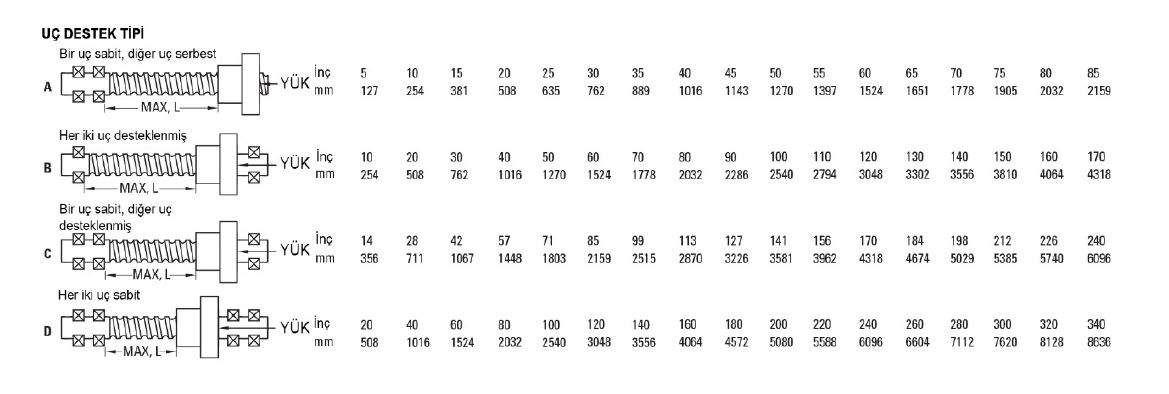
Şekil 6. Basınç Yükü ve Uzunluk Hesaplamaları
Örneğin her iki ucu da sabit, 2500 mm uzunluğunda, 25 mm kök çapına sahip bir vidalı milin doğal frekansı yaklaşık 18 Hz’dir. İki ucun sabit değil de desteklenmiş olması durumunda, aynı vidalı milin doğal frekansı 8 Hz’e düşecektir. Vidanın dönme frekansı doğal frekansı ile eşleşirse vidadaki küçük dengesizlikler yankılanabilir. Aşırı eğilme bükülme vidanın düzgün çalışmasını engeller.
Şekil 7 vidalı miller için kabul edilebilir hıza karş uzunluğu göstermektedir. Kestirilmiş noktanın içinden geçen,
üzerinde kalan veya sağından geçen eğrilere sahip tüm bilyalı somunlar için bu örnek uygundur. Şeklin altındaki dört uçlu ankraj çizimleri dönen bir şaftı desteklemek için yatak
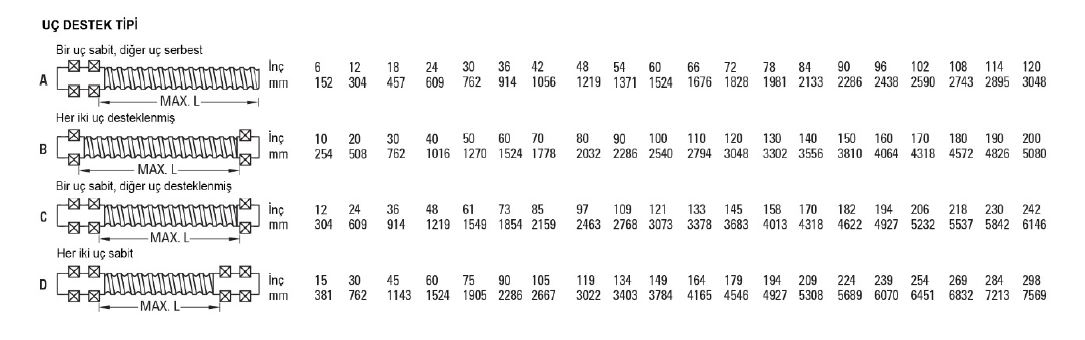
Şekil 7. Kabul edilebilir Hız -Uzunluk
Çizelge aynı zamanda bu koşulların, desteklenmeyen vida uzunluğu için en yüksek şaft hızı üzerindeki etkisini de gösterir. Bu grafikte gösterilen kabul edilebilir hızlar, seçilen vida şaftı için geçerli olsa da tüm bilyalı somun tertibatlarının erişilebilir hızlarının göstergesi değildir.
Yük, hizmet süresi ve hız hesaplamaları, seçilen vidalı mil tertibatının tasarım gereksinimlerini karşıladığını veya aştığını ortaya koyuyorsa bir sonraki adıma geçebilirsiniz. Aksi takdirde daha büyük çaplı vidalar yük kapasitesini ve hız oranını artıracaktır. Daha küçük uçlar doğrusal hızı düşürecek (motor hızının sabit olduğunu varsayarsak), motor hızını artıracak (sabit doğrusal hız varsayılırsa) ve gerekli olan giriş torkunu azaltacaktır. Daha yüksek uçlar doğrusal hızı artıracak (motor hızının sabit olduğu varsayılırsa), giriş motor hızını düşürecek (sabit doğrusal hız varsayılırsa) ve gerekli olan giriş torkunu artıracaktır.
Aşağı daki formülü kullanarak hız gereksinimini karşılayacak vidalı mil hatvesini/adımını hesaplayın:
Hatve/Adım (mm) = Hareket Hızı (mm/min.)
rpm
Her vidalı milin kendi dönme hız limitine (vidada aşırı titreşim/armonik noktası) sahip olduğunu unutmayın. En yüksek hız, uç destek ayarlamalarına bağlıdır. (Şekil 5) Belirli bir vidalı mil sistemi için en yüksek hızı belirlerken üreticinin kabul edilebilir hız tablosuna mutlaka göz atın.
8. Farklı tasarımları keşfedin;
Vidalı mil seçiminde değerlendirilmesi gereken diğer faktörler arasında bilya dönüş sistemleri, uygulama ara yüzü ve çevresel faktörler vardır. Bilya dönüş sisteminin seçimi maliyet, kurulum, gürültü ve diğer uygulama eksenli faktörler üzerinde etkilidir. Yaygın dönüş türleri şunlardır;
- Genelde trapez vidalarda kullanılan dahili düğme stili dönüş sistemleri montajı zorlaştıran harici radyal çıkıntılar barındırmaz ve harici dönüşlerden daha az gürültü ve titreşime neden olur.
- 4 nokta temaslı, tek somun ve yükleme öncesi tertibatlarda kullanılan dahili düğmeli dönüş sistemleri.
- Yüksek aktarmalı vidalarda kullanılan dahili uç parçası dönüşleri dahili düğme stili dönüş sistemleri montajı zorlaştıran harici radyal çıkıntılar barındırmaz ve harici dönüşlerden daha az gürültü ve titreşime neden olur.
- Genellikle inç vidalarda kullanılan harici dönüş boruları maliyet açısından uygundur. Kurulumu, bakımı ve tamiri kolaydır.
Tipik bir uygulamda, bilyalı somun flanşı bilyalı somunu yüke bağlar. Dişli ve silindirik bilyalı somunlar yaygın bir alternatiftir ancak farklı seçenekler de mevcuttur. Uygulama gereksinimlerini karşılamak için birçok konfigürasyonda yatak mesnetleri ve ihtiyaca göre özel son makine işlemesi bulunmaktadır. Vidalı mil seçimini etkileyebilecek bir başka faktör çevresel koşullardır. Bazı birimler tertibatı kirleticilerden koruyan ve yağlama içeren standart sıyırıcı kitleri içerir. Farklı çevresel koşullara dayanıklı çok çeşitli materyal ve kaplama bulunmaktadır.
9. Kullanım ve bakım gereksinimlerini anlayın;
Kurulumdan önce bilyalı vidalar dikkatli şekilde taşınmalıdır. Bilyalı yataklara gelen darbeler çatlama veya aşınma nedeniyle yuvalara zarar verebilir. Ağır yükler ya da vidanın esnemesi bükülmeye neden olabilir. Tertibatı paketli bir şekilde, yağlanmış olarak, temiz ve kuru bir yerde muhafaza edin. Aksi halde atıklar ve kirlilik döner kanalları sıkıştırabilir ve yüksek nem ve yağmur aşınmaya neden olabilir.
Doğru yağlama vidalı milin performansı ve ömrü açısından hayatidir. Yağ kontrollü bir akışla ihtiyaç duyulan noktaya direkt uygulanabilir ve bilyalı somundan geçerken kirlilik oluşturan maddeleri temizleyecektir. Aynı zamanda soğuma da sağlar.
Gres daha ucuzdur ve yağa göre daha az uygulanması gerekir. Ayrıca proses sıvılarını kirletmez. Öte yandan gresi bilyalı somun içinde tutmak zordur ve somun uçlarına doğru birikme yapar; bu da talaş ve aşındırıcı maddelerin birikebileceği anlamına gelir. Eski gresin yeniden yağlama gresi ile uyumsuz olması da sorunlara neden olabilir. Bu nedenle uyumluluğu kontrol etmek gerekir. Yük taşıyan bir gres, tertibatın ömrünü uzatmaya yardımcı olur ancak genel yük oranı değişmez.
Bazı uygulamalar açısından ses önemlidir. Daha büyük bilyalı vidalar daha büyük bilyalar kullanırlar ve bu nedenle daha çok ses çıkarırlar. Harici dönüş sistemleri dahili dönüş sistemlerinden daha gürültülüdür. Ara bilyaların kullanılması bilyalı somunun sesini azaltabilir ancak yük kapasitesini düşürür. Yağın seçimi ve doğru uygulanması genel gürültüyü azaltacaktır. Boşlukların en aza indirilmesi ya da tamamen engellenmesi de genel gürültüyü azaltacaktır.
Bakım ekipleri aksama süresini azaltmak ve hizmet ömrünü uzatmak için dönemsel olarak vidalı milleri kontrol etmelidir. Aşağıdaki kontrolleri yapmak sorun göstergelerini belirlemenize yardımcı olacaktır;
- Hasara neden olabilecek ve kırık bilya veya parça aşınmasına neden olabilecek metal parçalar olup olmadığını kontrol edin.
- Bileşen aşınmasını tespit etmek için boşluğu ölçün.
- Aşınma, dökülme, çizilme ve kirlenme açısından bilezikleri kontrol edin.
- Vidanın yağlanmış olduğundan ve üzerinde kir veya aşınma olmadığından emin olun.
- Tüm bağlantıların sıkı olup olmadığından ve titreme sorunu olmadığından emin olun.
- Sürüş torkunun sabit olup olmadığını ve bilyalı vidanın sessiz ve akıcı şekilde çalışıp çalışmadığını kontrol edin.
- Gürültü seviyesinin ilk çalışma günü ile aynı olduğundan emin olun. Bilyalı somun hareketi düzgün olmalı. Gürültü seviyesindeki bir değişiklik veya “his” dahili hasarın göstergesidir.
10. Çevrimiçi seçim ve yapılandırma araçlarından tam yararlanın;
Web tabanlı boyutlandırma ve seçim araçları makine tasarım sürecini kolaylaştırmak açısından oldukça popüler. Bu tip kaynaklar uygulama gereksinimlerinin büyük çoğunluğunu karşılayan optimum standart bileşenleri tanımlamak için gereken zamanı ciddi ölçüde azaltabilir. Thomson Endüstrileri tarafından geliştirilen Vidalı Mil Seçim Aracı (www.thomsonlinear. com/en/products/ballscrews-products) bunun güzel bir örneği. Düzenli ve görsel seçim süreci sayesinde vidalı mil araması yapan kullanıcılar için sonuçlar hemen filtrelenir. Gerçek zamanlı ayarlamalar tanımlanan filtre parametrelerine göre düzenlenir ve sonuçlar içerisinde ön teslimat süreleri, fiyatlandırma, 3 boyutlu (3D) modellere bağlantılar, katalog bağlantıları ve ürün detayları ile anında satın alma seçeneği de yer almaktadır.
Sonuç
Vidalı mil tertibatları ağır yüklerin ve düşük toleransların bulunduğu birçok uygulamada döner hareketin doğrusal harekete dönüştürülmesi için mükemmel bir yöntem sunar. Belirli bir uygulamada doğru tipte vidalı mili kullanmak için bir tasarım mühendisinin her bir ürünün avantajlarını ve yeteneklerini değerlendirmesi gerekmektedir. Doğru teknolojiyi seçmek tasarım karmaşıklığını önlerken performansı artıracak ve uygulamanın genel maliyetini de düşürecektir.
En iyi çözümü bulmak için bizimle iletişime geçebilirsiniz.
Avrasya’nın Lider Medikal Fuarı EXPOMED Eurasia'da sizlerle buluşuyoruz!
Medikal dünyanın geleceğine yön veren Avrasya’nın Lider Medikal Fuarı EXPOMED Eurasia'da sizlerle buluşuyoruz...
Yalın üretim ve kara kuri uygulamalarımızla Yalın Zirve 2023 etkinliğine katıldık!
Bibus Türkiye olarak katılım gösterdiğimiz bu etkinlikte yer almak bizim için büyük bir mutluluk oldu. Yalın Zirve 2023, sektördeki yenilikleri ve…
Toyota Kalite Ekibi’ne Item24 Yalın Üretim ve Karakuri Uygulama Eğitimi verdik.
Bibus Türkiye mühendisleri olarak, sektördeki yenilikleri paylaşmak, verimliliği artırmak ve iş süreçlerini optimize etmek amacıyla Toyota Kalite…
